


Дорошенко В. С., кандидат технических наук, ФТИМС НАН Украины.
При выборе технологии для освоения в процессе модернизации литейных предприятий или литейных цехов машиностроительных заводов обратим внимание на один из ресурсоэффективных литейных процессов, недостаточный интерес к которому отчасти объясняется слабым отражением его особенностей и преимуществ в отечественной технической информации. Среди последних промышленных способов получения отливок, созданных во второй половине прошлого века, литье по газифицируемым моделям (ЛГМ или по англ. терминологии - Lost Foam Casting Process) расширяет свои объемы и географию внедрения. Россия и Украина имеют до двух сотен патентов по разным вариантам этой технологи. А институт ФТИМС НАН Украины (г. Киев) является лидером в СНГ по исследованиям ЛГМ-процесса, выполняющим проектирование и поставку для литейных цехов комплексов отечественного оборудования производительностью 100 - 5000 т отливок в год.
Способ, при котором жидкий металл не заливается в пустую полость литейной формы (как огнеупорный сосуд), а замещает пенопластовую модель в песчаной форме, чтобы там затвердеть в качестве отливки, составляет ноу-хау процесса ЛГМ и меняет технологическое видение процесса литья. Если в традиционных видах литья точность размеров и чистота поверхности отливки являются производными, прежде всего, процесса формовки из песчаной смеси, то при ЛГМ-процессе качество пенополистирольной (ППС) модели служит главным определяющим фактором. А понимание этого - ключом к организации производства качественных точных отливок с невысокими трудовыми и материальными затратами.
Накопленный во ФТИМС НАНУ в течение нескольких десятилетий опыт при выполнении НИР, НИОКР и практического применения ЛГМ-процесса под руководством проф. Шинского О. И. в ряде цехов различных стран, позволяет предложить вниманию литейщиков обобщение опыта производства моделей из ППС. Эта технология расширяет возможности литейного производства, а знание чужих ошибок при освоении нового вида литья лучше, чем их повторение. Особенностью формовочных работ является значительное сокращение их трудоемкости, обычно у вибростола на формовке модели в контейнере работает один формовщик. При ЛГМ особого искусства формовщика не требуется, поскольку в большинстве вариантов ЛГМ формовка состоит из засыпки контейнерной опоки сухим песком с виброуплотнением.
При этом все другие операции на литейном участке ЛГМ (кроме изготовления моделей и указанной простой операции формовки) аналогичны таким практически для всех литейных цехов, включая шихтовку, плавку, заливку металла, очистку отливок, т. п., и обычно выполняются на стандартном литейном оборудовании. При реконструкции литейного цеха с переходом на ЛГМ-процесс планировка этих участков не изменяется.
Для производства ППС моделей разработаны четыре основных способа, выбор каждого из них зависит, прежде всего, от серийности и размера отливок. Исключительно низкая твердость и легкость обработки ППС плотностью 20 - 30 кг/м3, как конструкционного материала литейных моделей, в сочетании с рассмотренными ниже способами объясняет высокую гибкость ЛГМ-процесса, пригодного как для ремонтного, так и для массового литья. Простой и легкодоступный способ изготовления модели на простейшем оборудовании – вырезание из блочного ППС нагретой проволокой. При получении единичной отливки, например, отливки детали для ремонта дорогостоящей или уникальной машины, этот способ является почти единственно приемлемым по экономическим и технологическим соображениям. Модель необходимой детали с учетом усадки металла весом от десятков грамм до нескольких тонн можно вырезать из ППС плит по шаблонам. Если деталь пространственно-объемная, то модель изготавливается из частей и собирается в целое.
Специалистами института разработано ряд приемов для точного изготовления модели по шаблону. Сборку частей осуществляют склеиванием или расплавлением стыка тепловым ножом, контур детали или его частей прорисовывают на плоскостях ППС плиты гелевой ручкой или фломастером. При необходимости изготовления нескольких моделей одной и той же детали с целью повторяемости размеров целесообразно изготовление шаблонов из плотного картона толщиной 1,0 - 1,5 мм, которые сверху и снизу плиты из ППС закрепляют тонкими гвоздями или специальными кнопками. При изготовлении модели детали с элементами зубчатой передачи по картонным шаблонам необходимо их точное взаимное ориентирование в разных плоскостях. Для этого шаблоны могут иметь средства совмещения типа шип-паз и др.
Особенности получения отливки по моделям, изготовленным резанием проволокой: 1) невысокая точность размеров; 2) шероховатость поверхности ППС модели в точности переходит на поверхность отливки; 3) сложность получения тонкостенных ребер (тоньше 3 мм); 4) узкие пределы выбора ППС по плотности, которая может отличаться для отливок из разных сплавов, т.к. блочный ППС в основном выпускается для строительной отрасли и имеет небольшую плотность; 5) сложность совмещения в единую конструкцию элементов модели, изготавливаемых по частям, особенно крупногабаритных и пространственно искривленных; 6) возможность изготовления отливки с толстыми стенками и элементами (толщина свыше 40 мм), что часто трудно получить другими способами. На рис. 1 показаны примеры изготовления моделей промышленных деталей вырезанием нагретой проволокой.
 а)
а)
 б)
б)
 в)
в)
 г)
г)
Рис. 1. Примеры изготовления моделей вырезанием проволокой: а) модель и картонный шаблон (ниже), б) модель детали машины непрерывного литья заготовок (МНЛЗ) для формовки способом Full Mould – в песчаной смеси со связующим, в) конические шестерни, г) витые модели деталей кресла.
При изготовлении модели или ее частей, имеющих различные толщины, следят за скоростью резания и температурой проволоки, от которых зависит точность размеров и чистота поверхности реза. Для устранения залипания мест реза габариты блока из ППС предварительно обрезают близко к контуру будущей отливки, особенно при изготовлении крупномерной модели. Оптимальный диаметр применяемой нихромовой проволоки 0,6 - 1,2 мм. Для изготовления тонкостенной модели плотность ППС плиты должна быть большей, чем для толстостенной. Использование плиты с мелкозернистой структурой, что дает экструзионный ППС, позволяет получить отливки с поверхностью низкой шероховатости. Также от определенного искусства модельщика зависит выполнение мелкоразмерных элементов поверхности модели (до 2 мм), таких как отверстия пазы, зубья, шлицы и др. Модельщики опытного производства института в таких случаях используют специальные инструменты.
Изготовленные из плиты ППС с использованием управляемого компьютерными программами трех-координатного фрезерного станка с ЧПУ (3D фрезера) является самым современным и универсальным способом получения резанием моделей крупногабаритных, сложных и точных отливок, как при единичном, так и при мелкосерийном производстве. Модели, изготовленные фрезерованием, обеспечивают высокую точность размеров по чертежу, повышенную чистоту поверхности модели, соответственно и отливки. На рис. 2 показаны примеры моделей, полученных на 3D фрезере.
 а)
а)
 б)
б)
 в)
в)
 г)
г)
 д)
д)
 е)
е)
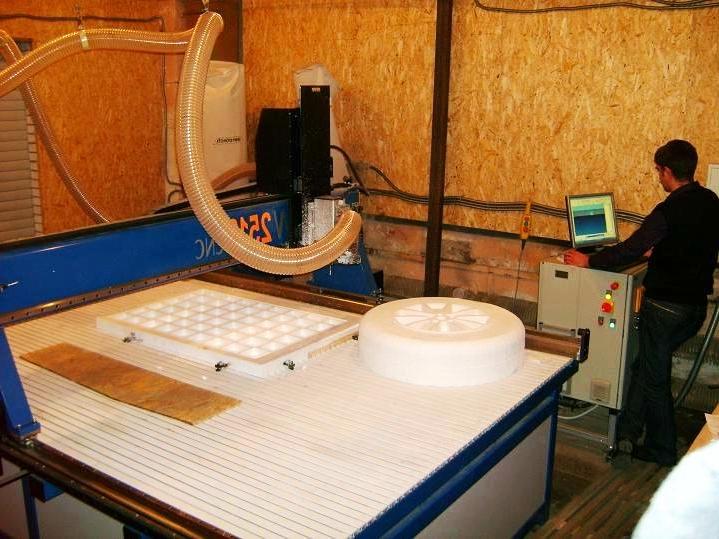
Рис. 2. Примеры моделей, полученных на 3D фрезере: а) крышка контейнера для захоронения радиоактивных отходов, б) элемент конвейера, в) желоб с габаритными размерами больше 2 м, г) 3D фрезер в работе, д) крупная пресс-форма для лотка, е) обод колеса.
Этим способом легко выполнить объемные стыковочно-маркерные элементы при изготовлении составных моделей. Выполнение стыковочных элементов с возможностью центровки и замыкания частей модели различной конфигурации и размеров позволяет изготовить точные сплошные модели из составных частей, уменьшить использование клея и вероятность образования зазоров, что позволяет обеспечить качественную покраску и уменьшить затекание противопригарной краски в возможные зазоры по стыку под действием капиллярного эффекта.
Управляющие программы большинства 3D станков адаптированы к различным конструкторским программ, работающим в среде Windows: "Компас", "Солид-воркс", "3D", "Инвентор" и др. Оператор – конструктор при изготовлении крупногабаритных моделей определяет плоскости, разделяющие ее на части, и обеспечивает при этом возможность изготовления элементов, например, пазов, отверстий, ребер усиления, площадок и т. п., расположенных на различных стыковочных плоскостях и в теле модели. Еще одним преимуществом 3D фрезеров является большая скорость резания, обеспечивающая гладкость поверхности резания, в том числе из-за расплавления тонкого слоя поверхности ППС.
При проектировании изготовления составных моделей для получения качественной отливки минимизируют количество и длину линий стыка, а также делают поверхности стыка в одной плоскости без закругления кромки края, что исключает затекание защитной краски в стыки. Такой методике следуют, как для горизонтальных, так и вертикальных стыковочно-сборочных мест, последние желательно размещать в шахматном порядке для придания жесткости сборной модели. Модели крупногабаритных отливок с толстыми стенками и элементами часто делают составными (из половинок), и в местах утолщения модели выполняют пустоты, оставляя стенки толщиной не более 10-15 мм. Это уменьшает газотворность при газификации ППС. Меньший объем газов легче утилизировать (дожигать), при этом уменьшаются науглероживание поверхности и количество газовых дефектов в отливке, а также экономится время и энергия на откачку газов. При таком изготовлении моделей возможно применение ППС плит с повышенной плотностью и мелкой зернистостью, отражаемой на поверхности модели малой шероховатостью. Защитная краска на модели, изготовленной из такого блочного ППС, легко наносится ровным слоем.
Изготовление ППС моделей автоклавным способом или на полуавтоматах, технологически отличается от рассмотренных выше методов тем, что исходный гранулированный ППС необходимо подготовить к использованию, подвспенить или активировать гранулы для получения модели необходимой плотности и качества. Технология и марки ППС в зависимости от вида материала отливки подобраны специалистами института, как для материалов отечественного производства, так и зарубежных производителей для получения отливок различного развеса из различных металлов. Проведенные работы позволили внедрить ЛГМ-процесс на различных предприятиях и получить результаты, подтвердившие его преимущества перед традиционными видами литья, как по экономическим показателям, так и по качеству отливок. Тщательное соблюдение технологии гарантирует получение до 97 % годных отливок при соблюдении технологических инструкций ФТИМС от выбора марок ППС, режимов подвспенивания, хранения, изготовления модели, сборки, окраски, и включая весь литейный цикл до выбивки.
Исходный полистирол рекомендуемой марки и размеров гранул можно подвспенивать (предвспенивать) на подвспенивателях конструкции ФТИМС или на автоматическом оборудовании, выпускаемом в ряде стран. Конструкции института позволяют в полуавтоматическом режиме получать гранулы полистирола заданной плотности от 15 до 50 кг/м3 и размеров диаметром от 0,5 до 3 мм. Некоторую сложность в зимнее время представляет пневмотранспортировка и задувка в пресс-формы из-за повышенной влажности, как гранул, так и окружающего воздуха. Доработка оборудования позволила преодолеть эту проблему путем выдержки подвспененного до определенной плотности ППС в газопроницаемых бункерах. В зависимости от марки ППС и климатических условий время стабилизации составляет от 2 до 24 часов.
При автоклавном способе изготовления моделей подвспененный и выдержанный ППС задувают в пресс-формы и спекают паром с температурой 110 – 130 °С и давлением 110 - 125 кПа. Модельный ряд стандартных автоклавов по объему камер составляет: на 100; 400; 700; 1000 дм3 (литров). Последние конструкции автоклавов имеют автоматику для контроля уровня воды в котле, температуры водяного пара, давления в камере, а также рекуператор пара. Среди новых технических решений по этой теме является разработка конструкции проходного автоклава, в котором по рольгангу пресс-формы проходят 3 камеры, 2 крайние из них служат своеобразными шлюзами для экономии пара как теплоносителя [1]. Следует отметить, что ППС модели с элементами толще 30 мм сложно стабильно пропечь по толщине, что требует выполнения таких мест с пустотами внутри тела модели. Например, конструкторами и технологами института для выполнения модели литого ствола пушки в виде толстенной трубной заготовки с толщиной более 70 мм были разработаны и изготовлены пресс-формы, в которых изготавливались составные пустотелые модели с толщиной сплошных стенок до 12-14 мм и длиной более 4 м.
При изготовлении моделей отливки из низкоуглеродистых (до стали 20) или нержавеющих сталей желательно использование пенопластов сополимеров, например, на основе полиметилметакрилата (PMMA), в частности под торговой маркой Сlearpor, содержащего 70 % PMMA и 30 % полистирола, хотя сополимеры на порядок дороже ППС. PMMA обладает высокой скоростью газификации при минимальном коксовом остатке, который в 20 раз меньше, чем у ППС, из-за наличия в молекулярной структуре PMMA связанного кислорода и отсутствием тяжелых радикалов. Эти два обстоятельства стимулируют быстрое протекание высокотемпературной окислительной термодеструкции с выделением, главным образом, газов при малом количестве свободного углерода. Чистый PMMA имеет невысокую прочность, добавление к нему 30 % полистирола или этилена повышает прочность материала до уровня ППС. Модели тонкостенных отливок обычно изготавливают из более плотного подвспененного ППС, а для обеспечения меньшей шероховатости поверхности отливки применяют мелкозернистый подвспененный полистирол.
При проектировании пресс-формы из алюминия надо стремится, чтобы ее стенки были приблизительно одной толщины и не более 15 мм для равномерного спекания модели. Чем выше чистота формообразующих поверхностей оснастки, тем выше чистота модели и отливки, а также легкость извлечения модели из пресс-формы. Получить отливку ЛГМ-процессом с наименьшей возможной шероховатостью, до 6 класса чистоты, можно, если поверхности пресс-формы и, соответственно, модели имеют шероховатость на класс выше. При конструировании пресс-формы учитывают усадку ППС и заливаемого металла.
Изготовленные модели перед окрашиванием и сборкой с элементами литниково-питающей системы (ЛПС) должны быть высушены. Сушильные шкафы конструкции ФТИМС обеспечивают качественную сушку без коробления и деформации. Высушенные модели после выхода порообразователя из ППС можно хранить долго (несколько месяцев) без потери технологических свойств и размеров. Для уменьшения прилипаемости и облегчения выемки модели из охлажденной пресс-формы поверхность ее предварительно перед задувкой ППС обрабатывают аэрозольной силиконовой смазкой. Но, в свою очередь, эта смазка, частично переходящая на поверхность испеченной модели, затрудняет нанесение противопригарной краски. Технологи отдела формообразования института разработали составы смазок из дешевых и доступных средств и технологию их применения. А также разработано несколько видов добавок, ПАВ, которые повышают адгезию краски к модели и регулируют ее газопроницаемость. Кроме этого, задействуют ряд добавок, которые повышают тепловые характеристики красок, а также способствуют целостности покрытия без растрескивания при сушке и складировании. При изготовлении пресс-форм также учитывают необходимость максимального их облегчения и выполнения в них задувочных и вентиляционных отверстий, от количества которых зависит быстрое и полное заполнение пресс-форм гранулами ППС, что обеспечивает получение качественных моделей или ее составных частей и облегчает труд модельщика.
Расстановка технологического оборудования в цехе: автоклава, ванны охлаждения, рабочего стола, стеллажей для хранения пресс-форм и моделей, пневматического задувочного устройства, тары с подвспененным ППС производится в соответствии с эргономическими и санитарными нормами. Установка вентиляционного зонта над автоклавом способствует сохранению гранул ППС сухими. На крупных модельных участках, где используют пневмотранспорт подачи подвспененного ППС из бункера вылеживания до расходной тары, на рабочем месте модельщика необходимо заземление или использование антистатического аэрозоля, иначе наэлектризованные гранулы не полностью заполняют пресс-форму. Сжатый воздух давлением 200 - 250 кПа, необходимый для задувного устройства, должен быть сухим и без масла. Желательно наличие влаго- и маслоотделителя на пневмотрубопроводе.
Самые недорогие и качественные ППС модели для крупносерийного производства получают методом "теплового удара" на полуавтоматах. Несколько вариантов полуавтоматов разработаны институтом ФТИМC, они соответствуют современным требованиям. К полуавтомату подводят магистрали сжатого воздуха давлением до 1000 кПа, сухого пара с температурой +135 - 150 °С и давлением 130 - 150 кПа, воды для охлаждения с температурой до 30 °С, вакуума с давлением 75 - 150 мм рт. ст., конденсатоотвода и пневмотранспорта подачи подвспененного ППС из бункера вылеживания до расходного бункера полуавтомата, электропитания 220/380 в, 50 гц.
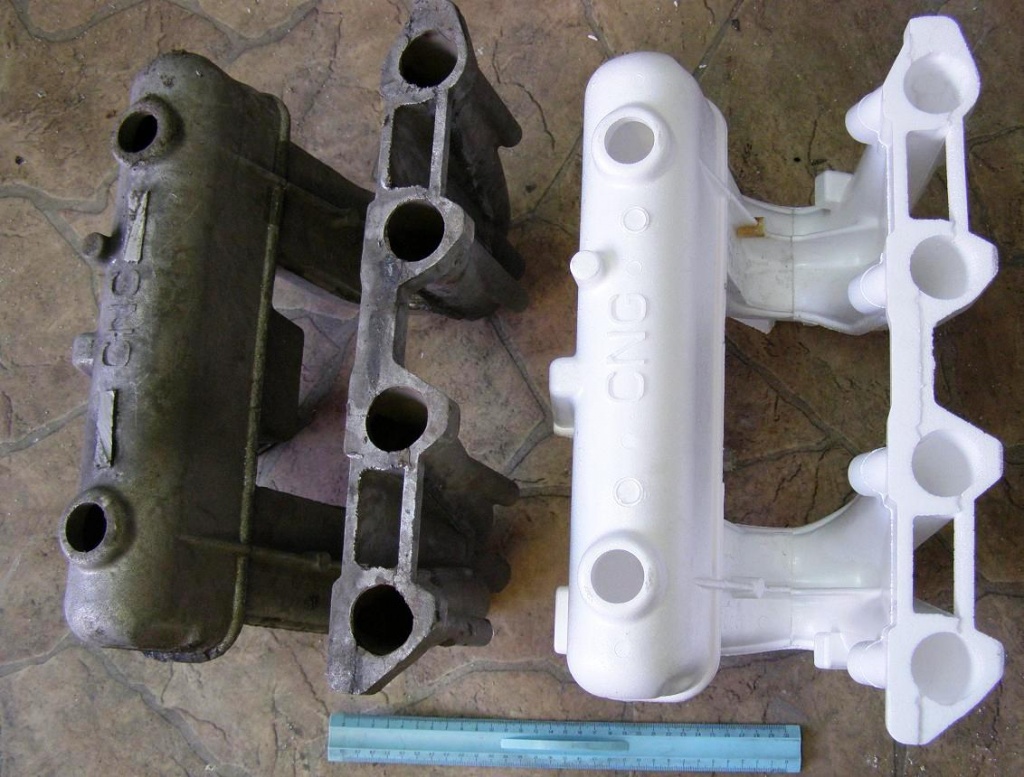
Технология получения ППС модели методом "теплового удара" не схожа с изготовлением изделий из полиэтиленов, полиамидов и др. пластмасс на пластавтоматах, экструдерах и пресс машинах. Поэтому для разработки пресс-форм для ППС модели на полуавтомат требуется знание существующих отличий в технологии получения изделий из газонаполненных полимеров. На рис. 3 показаны типовые примеры отливок и моделей, которые получены в пресс-формах.
а)
 б)
б)
 в)
в)
 г)
г)
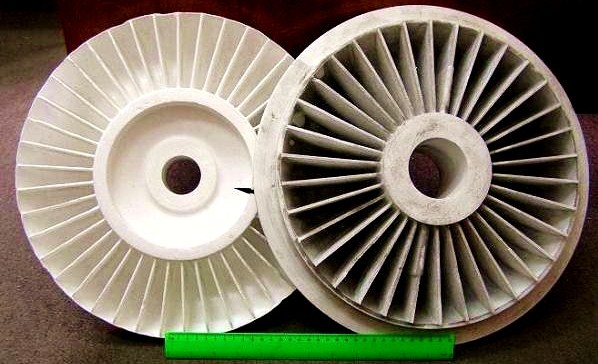
Рис. 3 Отливки и модели, полученные в пресс-формах: а) впускной коллектор двигателя внутреннего сгорания, модель, полученная методом "теплового удара"; б, в, г) отливки и модели, спеченные в автоклаве; в) статор и ротор гидромуфты; г) трак гусеницы (на каждом фото показана линейка).
Пресс-формы для полуавтоматов бывают двух типов: ящичного и контурного. В контурном нет вент для подачи теплоносителя, охладителя, воздуха и создания вакуума в модельной полости. Разновидностью контурного типа пресс-формы является форма с трубчатыми каналами, которые обеспечивают максимальную производительность и экономичность изготовления модели. Самыми оптимальными по стоимости проектирования и изготовления являются контурные пресс-формы. При разработке пресс-формы согласовывают каналы подачи вышеперечисленных энергоносителей и их отвода, а также герметизации подвижных и неподвижных частей и элементов пресс-формы. Грамотно сконструированная и изготовленная пресс-форма обеспечивает получение качественных моделей с наименьшими затратами.
Если модель составная, то конфигурацией полости пресс-формы формируют стыковочные и ориентирующие элементы на частях модели, которые выполняют такими, чтобы нанесение клея при их соединении не представляло трудностей. Химический состав клея, используемого для сборки моделей, подобен химсоставу пенопласта или специально рекомендован для этого, что обеспечивает равномерное газовыделение и получение отливки без дефектов. Кроме того, клей на стыкуемых поверхностях наносят равномерным слоем минимальной толщины. Для предотвращения затягивания клея в щели и получения отливок с гладкой поверхностью без отпечатка места стыка составных моделей нередко покрывают клеевые швы узкой бумажной малярной клейкой лентой или синтетической лентой типа "скотч". На бумажной ленте водная краска держится лучше, а спиртовые краски дают ровный слой на пластиковой пленке. Сборка сложных составных моделей в стапеле с использованием различных приспособлений (кондукторов или рамок) для фиксации и прижимания позволяет повысить качество и жесткость склеенных швов.
При сборке ППС моделей отливок малых развеса и размеров на общий/один стояк их располагают таким образом, чтобы обеспечивалась равномерность откачки газов при литье, качественное окрашивание и доступность для инструмента при обрубке или отрезке отливок. Часто модели располагают на разных уровнях с угловым смещением как в вертикальной плоскости, так и в горизонтальной. Места установки моделей, прибылей и выпоров из ППС определяют с учетом их оптимального действия и последующей отрезки. Для получения отливок с залитыми элементами крепления из другого металла (например, защитные плиты дробильных машин из высокопрочного чугуна с резьбовыми шпильками из стали) такие элементы (металлические шпильки) устанавливают в требуемые места в тело ППС модели до их покраски. Аналогично изготавливают отливки из алюминиевых или медных сплавов с элементами крепления из другого металла. Также устанавливают внутренние или наружные холодильники для направленной кристаллизации металла при заливке. Создано целое технологическое направление введения "имплантантов" в модель для получения биметаллических, армированных и композиционных отливок.
Важная технологическая роль при получении качественной отливки ЛГМ- процессом со стороны нанесенного на модель и модельные кусты специального покрытия объясняется тем, что этот слой краски толщиной 0,6-1,0 мм после сушки одновременно служит своеобразным фильтром дозированной газопроницаемости для пропуска газов от деструкции ППС модели, а также защитой от попадания формовочного материала в металл и противопригарной защитой поверхности отливки. Марки готовых красок, составы композиций и технология их приготовления в зависимости от вида металла, сложности и серийности отливки приведены в технологических инструкциях института, реже в технической литературе. Чаще всего состав импортных красок не раскрывается, а патентный поиск показывает десятки конкурирующих вариантов без возможности их гарантированного применения, что подтверждает важное (порой определяющее) их значение для обеспечения качества отливок. В зависимости от марки краски выбирается режим сушки для получения ровного и прочного слоя. Модели, окрашенные краской на спиртовой основе, в летнее время не требуется сушить, в отличие от водных красок. Конструкции сушильных шкафов разработки ФТИМС обеспечивают качественное и быстрое осушение моделей без коробления и растрескивания краски в потоке теплого воздуха с температурой не более 35 - 40 °С. Краски, в составе которых имеется декстрин, рекомендуется использовать в течение 72 часов после их приготовления.
Плотность краски перед применением должна быть в пределах 1,40 - 1,65 г/см3. Краску тщательно перемешивают. При плотности больше 1,8 г/см3 краска после высыхания склонна к растрескиванию и осыпанию. Краску на модель можно наносить вручную, кисточкой, пульверизатором или окунанием. При окрашивании окунанием желательно краске придать циркуляционное движение для равномерного покрытия, особенно на внутренних плоскостях модели. Подготовленные модели или модельные кусты с литниковой системой подаются к месту формовки в специальной таре, обеспечивающей их сохранность как при транспортировании, так и при хранении.
Интересными и полезными для литейщиков могут быть разработанные в институте перспективные технологии модифицирования металла отливки (например, высокопрочного или специального чугуна) при ЛГМ-процессе, когда модель в своем объеме или на поверхности содержит модификатор, т. е. служит его носителем. Такой уникальной возможностью подачи на зеркало расплавленного металла модифицирующего материала по мере заполнения этим расплавом формы и газификации модели не обладает никакая другая технология литья. Модификаторы преимущественно в порошковом виде вносятся в объем ППС модели или добавляются в краску для легирования поверхности отливки.
Обнадеживающие результаты получены при подвспенивании исходного ППС в СВЧ установках и при обработке его ультрафиолетовым облучением. Эти технологии экологически чище действующих, основанных на энергоемком нагреве гранул в кипящей воде или паре со свойственными им потерями тепла в окружающую среду. Такие технологии повышают производительность подготовки гранул, позволяют автоматизировать получение гранул заданных размеров. Ученые ФТИМС определили оптимальный спектр ультрафиолетовых лучей и скорость перемещения гранул исходного полистирола в зоне облучения [2]. Внедрение этих технологий в производство планируется после разработки конструкторской и технологической документации для опытно-промышленных установок с изготовлением в течение полугода.
О новых достижениях в области ЛГМ-процесса было доложено на симпозиуме в Германии (г. Бремен [3]). Было 13 докладов от представителей различных стран, в том числе, Германии, Китая, Нидерландов, Великобритании, Мексики, США, Ирана и др. Россия была представлена докладом ООО «Симбирские печи» «Новое оборудование и технология ЛГМ для получения отливок из стали и высокопрочного чугуна». Симпозиум проводился на базе немецкого технологического института технологии материалов в г. Бремен, включал экскурсию в данный институт, где участников ознакомили с последними достижениями технологии ЛГМ, в том числе, перспективами применения данного процесса для производства отливок электромобилей. Эти работы институт проводит совместно с концерном «Folkskvagen», который с 2020 г. переходит на серийный выпуск электромобилей.
В настоящее время Китай является мировым лидером в производстве отливок методом ЛГМ. Ежегодное производство составляет более 2 млн. тонн [3] от общего выпуска свыше 30 млн. тонн литых заготовок. Такое количество литья методом ЛГМ было достигнуто практически за последние 10 лет, когда было организовано 10-15 крупных литейных производств, а большинство (750) составляют литейные цехи с годовым количеством 3 – 5 тыс. тонн. В докладе китайского представителя были приведены примеры применения ЛГМ для различных типов отливок, в том числе, для тракторов, блоков и головок двигателей, а также, крупных отливок весом до 10 т.
Большинство докладов было посвящено контролю технологических параметров процесса ЛГМ как гарантии получения отливок высокого качества. Особый интерес вызвал доклад представителя Мексики о самом крупном литейном заводе с годовым выпуском 50 тыс. тонн отливок из серого и высокопрочного чугунов для всемирно известных фирм « John Deere», «Caterpillar» и др. Доклад ООО «Симбирские печи» вызвал большой интерес, поскольку в нем было представлено новое оборудование, позволяющее производить отливки большой номенклатуры высокого качества. Данное оборудование практически полностью контролирует параметры процесса ЛГМ с использованием компьютерных программ. При этом переход на новую модель отливки происходит в течение не более 10-15 минут. Это достигается за счет специальной конструкции модельных автоматов. Разработанный и освоенный комплекс ЛГМ позволяет получать отливки высокого качества, исключая человеческий фактор, что особенно актуально для создания мелких литейных цехов с годовой мощностью до 5 тыс. тонн. Представленная ООО «Симбирские печи» отливка «Корпус турбонаддува» из жаростойкой стали, по мнению участников симпозиума была наиболее сложной и с очень высоким качеством.
Таким образом, в статье приведенные примеры, описания технологии, навыков и приемов, разработанных научно-техническим специалистами ФТИМС НАНУ при производстве моделей из ППС, а также успехи развития ЛГМ-процесса в мире. Описаны методы применения 3D технологии в производстве моделей. Они послужат ценным опытом литейщикам для использования его на участках ЛГМ. В обзоре отражен технический уровень развития ЛГМ-процесса как весомый потенциал развития отечественного литейного производства, восстановления его роли в качестве стимулятора роста собственного машиностроения и поставщика отливок на экспорт.
Литература
1. Дорошенко В. С., Бердыев К. Х. Совершенствование оборудования для производства моделей из пенополистирола // Литейное производство. - 2014. - № 1. - С. 32-34.
2. Соловко И. Т., Шинский И. О., Бердыев К. Х. Подвспенивание исходного полистирола в ультрафиолетовом излучении // Литейное производство. - 2014. - № 4. - С. 13-15.
3. Котович А. В. Международный симпозиума по технологии литья по газифицируемым моделям, г. Бремен 7-8.11.2018. http://simbirsk-furnace.ru/informatsiya/novosti/146
Аннотация:
Приведенные в статье примеры, описания навыков и приемов, разработанных научно-техническим специалистами ФТИМС НАНУ в течение ряда десятилетий при производстве моделей из пенополистирола, послужат ценным опытом литейщикам для дальнейшего его использования на участках ЛГМ. В целом статья отражает технический уровень развития ЛГМ-процесса как весомый потенциал развития отечественного литейного производства, восстановления его роли в качестве стимулятора роста собственного машиностроения и поставщика отливок на экспорт.
Галерея













